服務熱線
186-0629-6520

服務熱線
186-0629-6520
聯系人:杭經理
手 機:18606296520(微信同號)
郵 箱:291646570@qq.com
網 址:m.wwmlabs.com
地 址:上海市奉賢區海灣鎮五四公路4399號
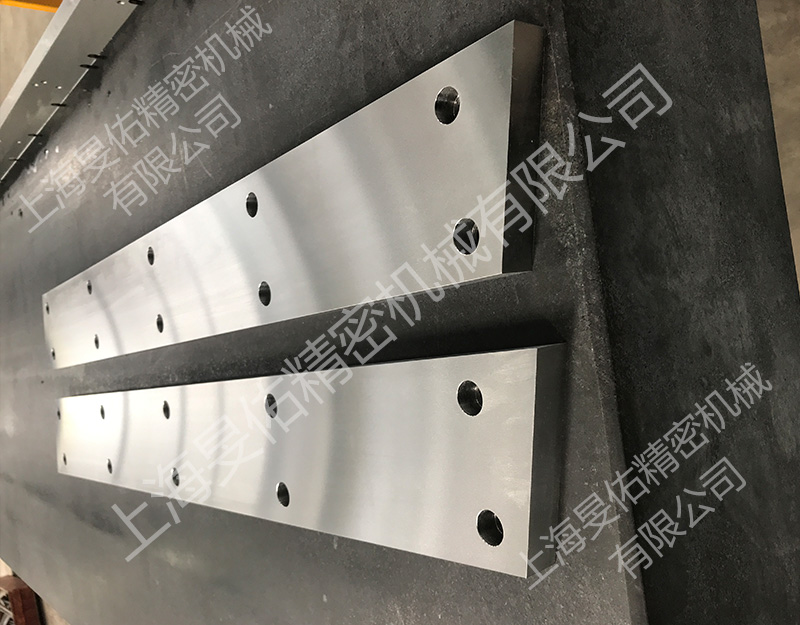
滑動導軌的工作原理是基于滑動摩擦的原理。優質V型導軌通常,滑動導軌由兩個部分組成:一個是滑動塊,另一個是基座。滑動塊被安裝在要移動的物體上,而基座則被安裝在固定的位置上。在滑動塊與基座之間的接觸面,使用摩擦材料進行處理,以增加摩擦力和耐磨性。當應用外力向滑動塊施加一個力時,滑動塊會因慣性而保持原有狀態,直到受到相等反向的摩擦阻力,這時才會停止。因此,滑動導軌所接受的力,并不直接作用于導軌的支撐結構上,而是通過滑動塊所在物體傳導到導軌上。V型導軌價格

V型導軌齒條傳動系統安裝和調整。背隙設置和滾輪預緊操作時通過滾輪的偏心法蘭來實現的。系列是同心結構的。優質V型導軌價格在偏心滾輪系列中,在偏心軸上提供2個孔,它們可用來調整背隙。如果滾輪位于它的零位位置,齒輪齒合背隙應該為標準值,此時側隙為0.05mm。過度預緊會降低系統使用壽命,預緊不足會導致滾輪不轉,或者因為齒輪齒合不良而造成磨損。優質V型導軌價格通過端面扳手旋轉滾輪的偏心軸來實現滾輪的預載。正確的預載大約時滾輪在無負載的情況下,適度用力,可以用手轉動滾輪。

西安優質V型導軌手動調整,手動調整是一種簡單、易行的方法。將機床上移動部件移動到導軌的中心位置,將一邊導軌上的調整螺釘松開,然后用測微卡尺測量間隙大小,再逐步調整另一邊導軌上的螺釘,直到達到合適的間隙大小。將調整螺釘緊固固定。自動調整,自動調整是一種高效、快捷的方法。在機床上安裝自動調整裝置后,可以自動對燕尾導軌進行間隙的調整。優質V型導軌具體操作時,需要先經過一段時間的運行后,設定自動調整裝置的參數,然后啟動裝置即可。

西安優質V型導軌調整前需要檢查機床各部件是否正常,排除故障。調整時需要保證機床的安全,注意不要錯誤地調整其他部件。調整時需要遵守操作規程,不要亂動調整螺釘,以免造成機床損壞。優質V型導軌調整后應重新運行機床,并用測量工具檢查調整效果是否滿足要求。

燕尾導軌的側向誤差主要由以下因素引起:導軌制造精度不足。制造過程中,機械加工誤差、熱處理引起的變形、組裝誤差等因素都會影響導軌的制造精度,從而引起側向誤差。西安優質V型導軌機械零件裝配誤差。機床上的導軌、滑塊等零部件裝配時,由于其精度限制、裝配誤差等原因,容易引起導軌的側向誤差。外力作用。機床在工作時受到外力(如慣性力、切削力、振動等)的作用,會引起導軌的位移,進而導致側向誤差。V型導軌價格
186-0629-6520




